Investment casting procedure / lost-wax casting procedure
1. Definition
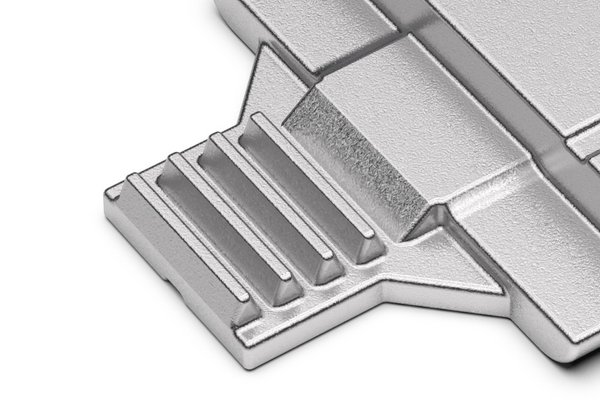
The lost wax process is the production of high-precision castings from metallic materials in a foundry. The original form of the process is characterized by high dimensional accuracy, first-class surface quality and low manufacturing costs. Most of the time, the metal parts are almost ready for installation.
Since both the models and the molds are lost during the casting process, this is referred to as casting from lost models and molds. The mold (negative model) is usually made of ceramic and is lost because it has to be destroyed after each casting in order to be able to demold the casting. The model (positive model), on the other hand, usually consists of wax or a polymer and depicts the desired piece of metal. It is dipped several times in form slip to maintain the ceramic shape. The wax model is lost during subsequent melting.
2. An overview of the lost wax process
1. Production of the wax injection mold
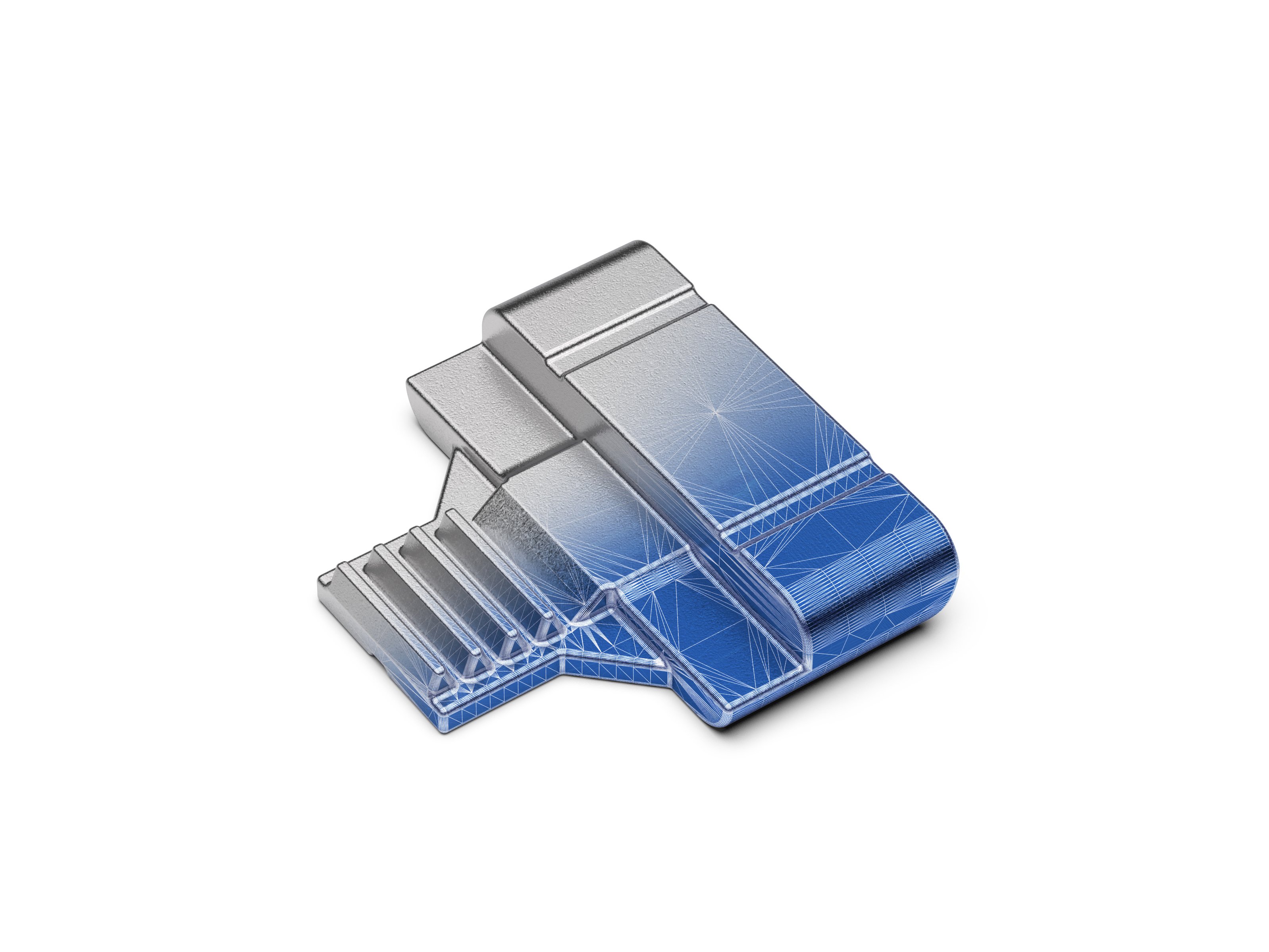
A mold or tool is required to map the contours of the investment casting component. This tool represents a negative image of the component and is usually made of aluminum or steel.
The shape itself must be worked precisely to ensure tolerances and surface quality.
2. Production of the wax model
The investment casting component is injection molded in mold wax. To do this, liquid wax is injected into the tool. The resulting wax model corresponds exactly to the later molded part.
The injection pressure of the machine and the temperature of the molding wax must be precisely coordinated to ensure high dimensional accuracy and surface quality.
3. Wax model assembly
The wax models are brought together using a wax tree or wax cluster. This is how the sprue system, which contains the feed channels to the mold, is created.
Experienced and trained investment casting experts carry out the assembly of the wax trees carefully and precisely in order to ensure high casting quality.
4. Diving, sanding & drying
By immersing the wax tree several times in form slip and then sanding and drying, a multilayer ceramic jacket is created.
The very high surface quality of the molded parts results from the first layer, which consists of fine-grained silicon sand.
5. Melting out
In this step of investment casting, the molding wax is melted out of the ceramic mold under pressure in a steam autoclave. Here, the wax model will be lost.
The wax is collected, processed and reused / recycled.
6. Burning
When the ceramic molds are fired, the last traces of the mold wax are burned off completely and without leaving any residue. This creates the necessary strength for investment casting.
When the ceramic molds are fired, the last traces of the wax are burned completely and without residue. This creates the necessary strength for the investment casting.
7. Investment casting
The metal alloy, which is customized for each casting batch when using the investment casting process, is melted in the induction furnace. The resulting molten steel is poured into the hot ceramic molds using a cast pan.
By precisely controlling the temperatures of the molten steel, casting ladle and ceramic molds, the investment casting process ensures a high quality of material and surface quality even with thin-walled components with complex geometries.
8. Mold removal
In the next step of the investment casting process, the ceramic shell is carefully removed after the pouring grape has cooled. More specifically, the ceramic mold is destroyed and lost in the process.
9. Disconnect
Now the cast component and cast stem / sprue system are carefully separated.
Here too, care is taken to re-use remaining steel residues in the next casting batch.
10. Radiation
The blasting process takes place in the penultimate step of the investment casting. It serves for the complete removal of the last ceramic residues on the surface of the cast parts.
Depending on customer requirements, the following steps then take place: sprue grinding, heat treatment, straightening process, mechanical processing and / or surface coating.
11. Final inspection
After all investment casting processes, we carry out a visual inspection at the production site.
The entire scope of all criteria and measures of quality control is coordinated in a functional manner depending on customer requirements.
3. Video: Process flow in the investment casting process
4. Origin of the investment casting process
Historically, the casting process is the origin of all procedures and dates back to around 3,000 BC. In the beginning, the lost wax process was used for casting art. For example, sculptures and bronze statues were created using the process.
The industrial use of investment casting began in the early 20th century with the manufacture of dentures by dentists and dental technicians. However, only low-melting metals could be cast at first.
In 1929, with the introduction of ethyl silicate as a binding agent, castings could also be made from high-melting alloys (cast steel).
Today, the casting materials are comprehensive. Investment casting is used throughout the industry.
Service – to suit your needs
Investment Casting
With the investment casting process (after the lost wax process), you benefit from unlimited design freedom. Send you inquiry now!